Resilience through technology integration
Innovative drive technology from Maschinenfabrik Mönninghoff GmbH & Co. KG has been the benchmark for quality and reliability since 1916.

The 125 company employees develop and manufacture a diverse range of couplings, brakes, linear actuators and complete system solutions for customers in almost every sector – from agriculture through robotics to the food industry. After 105 years at the original location in Bochum, Mönninghoff has now built a new, modern plant to ensure the continuation of optimal operation along the entire process chain. In production, the company has been relying on machine tool technology from DMG MORI since 2010. Further investments in machining centers and turning machines followed the installation of an NT 4300. The latest acquisition is a CTX beta 800 TC with Robo2Go. Mönninghoff also uses numerous DMG MORI technology cycles for their gear production.
Design and manufacture of complex drive components
“The structural transformation in the Ruhr district over the last few decades meant we had to come up with something new,” explains Charlotte Finger, managing partner of Mönninghoff. Until the 80s, the company had generated over 90 percent of its sales in mining. Since then, it has continued to develop a special niche in drive technology.
After Mönninghoff had outsourced special gear manufacturing to another firm – Chemnitzer Zahnradfabrik – in 1992, the company was free to concentrate on its core expertise: The design and manufacture of sophisticated and complex coupling and braking systems. “These are almost exclusively special solutions, which we often develop in cooperation with our customers,” explains Charlotte Finger. Mönninghoff is well known throughout industry for this expertise and is generally involved in project developments at an early stage. For a long time now, the company has not considered itself simply a supplier but rather a technology partner for its customers.
Robo2Go: Multi-machine operation and consistent quality in 3-shift operation

While Mönninghoff is preserving this specialist expertise for future generations by in-house training, with currently six junior trainees employed, the focus is also on continuous modernization of production. The proof lies in regular investment in CNC technology from DMG MORI – the latest being a CTX beta 800 TC with Robo2Go. Timon Lubek, head of production, explains the reason behind the acquisition: “Our goal is to achieve the highest possible machine utilization across all three shifts. Supported by the Robo2Go, our team is even able to operate several machines at the same time.” It offers easy handling and is the ideal automation for medium-size batches. Timon Lubek considers quality to be another argument in favor of automated manufacturing: “As manual reclamping is no longer necessary, it is easier to achieve accuracies down to tens of microns.” Components made of different materials including steel, aluminum and bronze are part of the daily work.
Automation and Technology Cycles from DMG MORI
Maschinenfabrik Mönninghoff is taking new initiatives in its manufacturing together with those who ultimately work with the modern technology. Timon Lubek says: “It is important to include in purchasing decisions the employee who is to be responsible for operation, as the person can contribute their experience and are in a position to recognize the added value quickly.” This was the case with the Robo2Go and applies equally to the subject of technology integration. Mönninghoff makes use of a range of DMG MORI Technology Cycles, which enable special processes such as gear cutting to be carried out on conventional CNC machine tools.
"AUTOMATION SOLUTION AND TECHNOLOGY INTEGRATION ARE THE IDEAL WAY FOR US TO SUSTAINABLY INCREASE OUR CAPACITY."
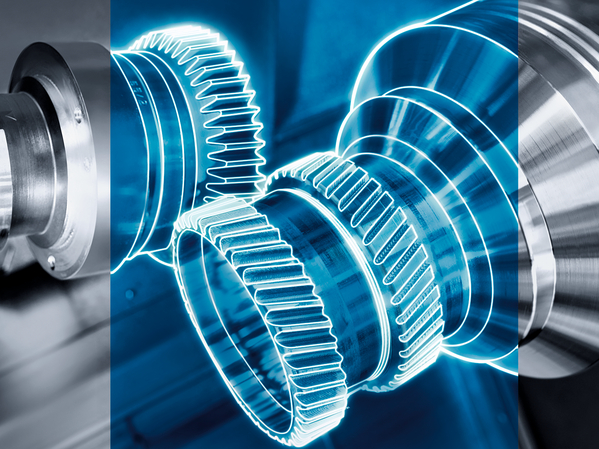
Optimal machine utilization thanks to gear cutting cycles from DMG MORI
“Our coupling components all have different gear teeth, which used to be manufactured using special gear cutting machines,” explains Timon Lubek. “The Technology Cycles from DMG MORI allow us to machine the same products, switching rings for example, on conventional turn-mill centers like the CTX beta 800 TC to the same quality on the same machine and sometimes even faster. The experience of the Mönninghoff specialists has repeatedly been incorporated into the continued development of the Technology Cycles. Manufacture of gear components now only requires a maximum of two clampings.
This results in shorter throughput times, reduced internal transportation and less waiting time. The high flexibility is another benefit: “If there are times we don’t need to produce gears, the machine can be used for other purposes to make sure it’s utilized in the best way possible.”
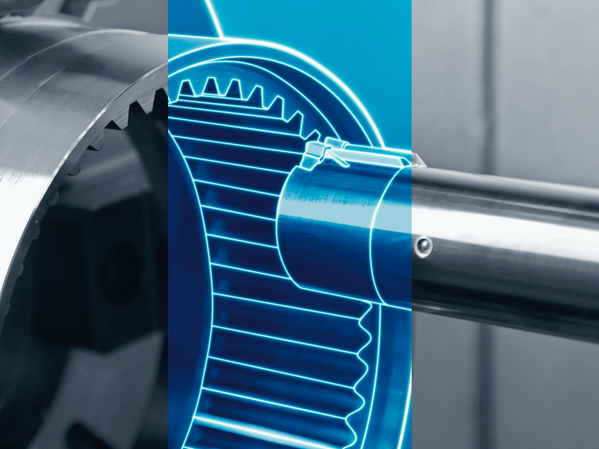
gearSKIVING 2.0 and DMQP tools from Horn
gearSKIVING 2.0 is one Technology Cycle that Mönninghoff uses intensively. It can be deployed to manufacture straight and helical external or internal spur gears, splines and also herringbone gears on turn-mill centers. The cycle controls the synchronization and the tool path. “This makes us ten times faster than when broaching,” adds Timon Lubek. He points out the tools they use are from Horn. The tool manufacturer is a long-term and DMQP-certified technology partner of DMG MORI. Crown gears are also manufactured by fly cutting on turn-mill machines such as the CTX beta 800 TC. The automatic calculation of the tool path is taken care of by the crownHOBBING Technology Cycle, which DMG MORI implemented in a second phase. Gear shaping takes place in a third phase using the gearSHAPING Technology Cycle. Timon Lubek adds: “Automation solutions make 6-sided complete machining of components like these easier. It also enables quality control to be integrated right from the first component.” The integration of technology is very important to Mönninghoff. This is the reason why Timon Lubek values the long-term partnership with DMG MORI: “In order to be even more successful, we use practically every technology cycle that provides us with added value in programming and machining – from gear cutting and generation through to broaching and grinding. And in cases where this isn’t enough, we jointly develop new bespoke cycles that enable us to machine our special components, or make it easier to do so.” The company would like to maintain this in the future, not only to ensure it can manufacture efficiently, but also to be a technology leader. Charlotte Finger also sees a lot of potential in the new manufacturing possibilities: “Automation solutions and technology integration are the ideal way for us to sustainably increase capacity and thus keep our production site in Germany competitive.”

CTX beta 800 TC
- 100 % TURNING: Workpieces up to ø 500 × 800 mm
- 100 % MILLING: compactMASTER up to 20,000 rpm and 120 Nm
- 100 % TOOLS: For up to 80 tools
Robo2Go
- Rapid changeover from chuck to shaft part tray
- Load capacity 12, 25 and 35 kg
- Shaft ø 25 – 150 mm, Chuck parts ø 25 – 170 mm
- Workpiece teaching in < 15 min
Exclusive Technology Cycle
MACHINING OF GEARS AT THE MAIN AND COUNTER SPINDLES
- Internal and external gears
- Ideal for workpieces with shoulders or interference contours due to runout
- Compensation parameters for deflection of the tool holder
- Available for machines with SIEMENS / CELOS with SIEMENS
Straight and helical external or internal spur gears and splines
- Internal teeth possible without an angle head
- Synchronization and tool path controlled by the cycle
- Available for machines with SIEMENS / CELOS with SIEMENS and MAPPS / CELOS with MAPPS
- TURN & MILL and DMF
- Herringbone teeth with offset*
- Crown gears by mathematical transformation of the 6th virtual axis* on TC & DMF machines
*NTX & CTX TC with counter spindle and SIEMENS
MASCHINENFABRIK MÖNNINGHOFF
FACTS
- Founded in Bochum in 1916
- 125 employees
- Development and manufacture of clutches, couplings, brakes, linear actuators and complete system solutions
- Customers include those from agriculture, robotics and the food industry
Maschinenfabrik
Mönninghoff GmbH & Co. KG
Burgstraße 35
44867 Bochum, Germany
www.moenninghoff.de